Papír na výrobu vlnité lepenky
Definice pojmu vlnitá lepenka
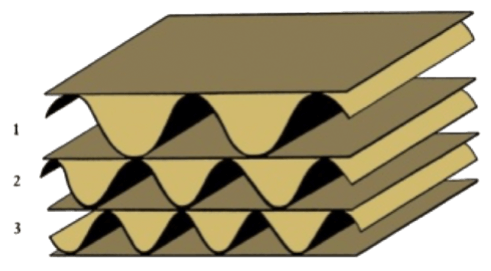
Materiál vlnitá lepenka je používán jako balicí materiál a je následovně definován: “Vlnitá lepenka je lepenka z jedné nebo více vrstev vlnitého papíru, který je lepen mezi více vrstvami jiného papíru nebo lepenky.
Výchozí materiály pro výrobu vlnité lepenky
Základem je rozlišení mezi papíry, které se budou používat pro slepení s vlnami. Některé jsou “vlnité papíry”, jiné “krycí papíry”, nazývané také linery. Dále se rozlišuje původ vláken papíru, které jsou tvořeny z organického materiálu:
- Papíry na primární bázi vláken sestávající v zásadě z celulózových vláken. Z důvodů hospodářských a životního prostředí to bývají materiály s vyšší příměsí vláken starého papíru (zpravidla cca 35 %).
- Papíry na bázi starého papíru sestávající z vláken, která se získala z kvalitativně rozdílného starého papíru (sekundární vlákna).
Tyto rozdíly jsou důležité pro pochopení tvorby ceny, fyzikálních vlastností rozdílných druhů vlnité lepenky a možností použití hotových obalů z vlnité lepenky.
Běžná obchodní označení (v kvalitativním pořadí) jsou:
Vlnité papíry
- Fluting – nebělený polobuničitý papír z listnatého dřeva s min. 65 % podílu primárních vláken.
- Wellenstoff – převážně z tříděného starého papíru.
- Šedák – papír ze směsi obvyklého starého papíru jako odpadů z tisku, šedé lepenky, lepenkových dutinek apod.
Krycí papíry
- Kraftliner – sulfátový, buničitý papír v přírodní hnědé barvě nebo s bělenou krycí vrstvou (white top) z jehličnatého dřeva s min. 80 % podílu primárních vláken.
- Testliner – většinou dvouvrstvové papíry z rozdílných vláknitých materiálů papíru, přičemž krycí vrstva může obsahovat kvalitativně vysoce hodnotný vláknitý materiál. Není určeno složení vlákniny. Proto jsou pevnostní vlastnosti definovány a rovněž garantovány.
- Šedák – papír ze směsi obvyklého sběrového papíru.
Výroba vlnité lepenky

Zvlňovací stroj (ZS)
Vlnitá lepenka je vyráběna na zvlňovacím stroji (ZS), který dosahuje délky až 180 metrů. Pracovní šíře činí 1 600 až 3 350 mm. Nejvyšší výrobní rychlost je přibližně 450 m/min.
Odvíjení
Na této první pracovní části jsou připojovány role papíru. Tyto role mají průměr až 1,5 metru a šíři až 3,3 metru. Papírové role jsou do stroje vloženy silnými nakládacími rameny. Brzdící systémy se starají o to, aby rychlost odvíjení korespondovala s rychlostí výrobní linky.
 Splicer
Splicer
Tzv. splicer umožňuje letmou výměnu kotoučů. Pomocí spliceru dochází k lepenému spojení končícího a nového pásu papíru. Upnutý kotouč se automaticky upravuje do přesné – paralelní polohy.
Předehřívací válec
Z role přicházející papír musí být předehřátý předtím, než je použit na krycí nebo zvlněnou vrstvu vlnité lepenky. To je důležité pro to, aby bylo umožněno navazující slepení. Teplota předehřívacího válce je cca 180oC při tlaku vodní páry asi 15 barů.

Rýhovací válce
Profil rýhovacích válců, přes které je veden předehřátý papír, určuje druh a výšku vlny. Rýhovací válce jsou vyrobeny ze speciální chrom-molybdenové oceli a jsou určeny pro tlak páry 15 barů. Jejich životnost zaručuje výrobu asi 20 – 45 miliónů běžných metrů. Nejvíce používanými profily vln jsou vlny C, B a E.
Přítlačné válce
K tomu, aby došlo k pevnému spojení hladké vrstvy papíru s papírem zvlněným je nutno vyvinout vysokou teplotu a velký tlak. Přítlačné válce jsou zevnitř zahřívány vodní párou.
Kašírovací a sušící zařízení
Na vrcholy vln nanesené lepidlo je zahříváno teplotou papíru. Lepidla musí být optimální množství, aby rychle ztuhlo a zajistilo pevné spojení s krycí vrstvou. K tomuto procesu dochází v kašírovacím zařízení. Zde tedy vzniká dvouvrstvá vlnitá lepenka. Spojením dvouvrstvé vlnité lepenky s třetí hladkou vrstvou vzniká třívrstvá vlnitá lepenka.
Řezání a drážkování
Podle požadovaného typu a rozměru obalu je pás vlnité lepenky podélně rozřezán na různě široké pásy a jsou podle potřeby rýhovány. Přesné rýhování je velmi důležité pro další zpracování přířezů. K řezání a rýhování se používají různé profily talířových nožů a rýhovacích nástrojů. Rýhování je prováděno vždy napříč směru vln.

Příčné řezání
Po operaci podélného rýhování a řezaní nastupuje operace příčného rozdělení pásu vlnité lepenky. Příčné řezání je provedeno elektronicky řízenými horními a dolními noži na principu střihu nůžkami. Po této operaci jsou tabule šupinovitě odkládány na pomalu se pohybující dopravníkový pás.
 Odkládání a paletizace
Odkládání a paletizace
Při odebírání jsou na míru řezané tabule vlnité lepenky automaticky stohovány na válečkový dopravník. Jednotlivé stohy vlnité lepenky vždy odpovídají konkrétní zakázce. Válečkovým dopravníkem a vysokozdvižnými vozíky jsou poté palety s vlnitou lepenkou přepravovány k dalšímu zpracování.
Standardní druhy vlnitých lepenek
Fyzikální vlastnosti rozdílných druhů vlnité lepenky jsou přesně určeny. Tyto vlastnosti jsou většinou výrobci uvedeny v jakostních listech. Podle toho co je baleno, jak je skladováno (stohováno), jaké jsou klimatické podmínky apod., je použita určitá kvalita vlnité lepenky se zcela specifickými vlastnostmi.
Vlnitá lepenka je v zásadě rozdělena podle dvou kritérií:
- podle výšky vlny/profilu
- podle složení suroviny/materiálu
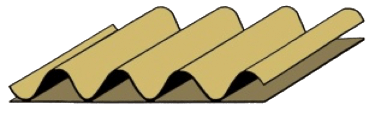
Dvouvrstvá vlnitá lepenka
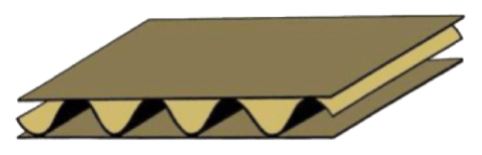
Třívrstvá vlnitá lepenka
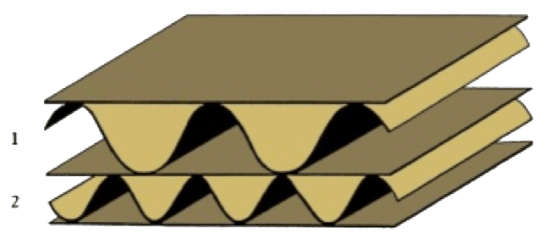
Pětivrstvá vlnitá lepenka
Sedmivrstvá vlnitá lepenka
Typy vlnitých lepenek podle výšky vlny
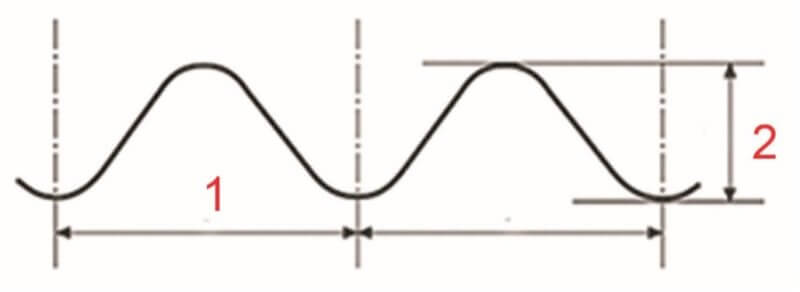 V řezu vykazuje zvlněný papír většinou sinusovou křivku, která je definována rozpětím vln a jejich výškou. Zpravidla je tento poměr 2:1.
V řezu vykazuje zvlněný papír většinou sinusovou křivku, která je definována rozpětím vln a jejich výškou. Zpravidla je tento poměr 2:1.
Podle výšky vlny rozeznáváme různé typy vlnitých lepenek:
Vlna A – tzv. hrubá vlna s rozpětím vln 7,9 – 10 mm a výškou vlny 4 – 5 mm. Vlna A je nejstarším typem vlny a dnes se používá jen zřídka. „Hrubá vlna“ velmi dobře pruží.
Vlna C – je také označována jako střední vlna s rozpětím 6,5 – 7,9 mm a výškou vlny 3,1 – 4,0 mm. Vlna C má nepatrně nižší výšku než vlna A. Od počátku 70. let vlna C prakticky nahradila vlnu A. Vzhledem k technickému vývoji a požadavcích na vyšší rychlost výroby jsou prakticky všechny zvlňovací stroje vybaveny agregátem pro výrobu vlny C.
Vlna B – také označována jako jemná vlna s rozpětím vln 4,8 – 4,5 mm a výškou vlny 2,2 – 3,1 mm. Tato vlna je určena pro výrobu rozměrově přesných automatických obalů. Je také lépe potiskovatelná než vlnitá lepenka s vlnou C. Hraje také významnou roli v kombinování různých druhů vln v rámci výroby tří a pětivrstvé vlnité lepenky.
Vlna E – častěji ji známe pod pojmem mikrovlna s rozpětím vln 2,6–3,5 mm a výškou vlny 1,0–1,9 mm. V průběhu času získala E-vlna velmi na významu. Důvodem je ještě podstatně lepší potiskovatelnost než u vlny B. S touto vlnou získala vlnitá lepenka nové možnosti uplatnění, zvláště jako prodejní obal v segmentu vysoce hodnotného spotřebního zboží.
Dalšími, ještě jemnějšími vlnami jsou vlny F, G a N. Co se týče kvality tisku platí to, že čím je vlna jemnější, tím je tisk na vlnitou lepenku s touto vlnou dokonalejší.
Zpracování vlnité lepenky
Tabule a role
Základním produktem z vlnité lepenky jsou tzv. tabule. Tyto výrobky jsou určeny buď jako polotovar k dalšímu zpracování v kartonáži nebo jsou dodávány zákazníkům k další výrobě. Role jsou jedním z dalších produktů a jedná se o dvouvrstvou vlnitou lepenku, která je v rolích zpravidla dodávána jako finální produkt.


Klopové krabice
Klopové krabice jsou konstrukčně nejjednodušší typ obalů z vlnité lepenky. Používají se hlavně jako transportní obaly a velmi často jsou bez potisku. Jsou vyráběny buď na zařízení – slotru nebo na casemaker strojích.
Výroba klopových krabic na slotru předpokládá, že jsou archy vlnité lepenky řezány kolmo ke směru vlny přesně podle rozměrů. Protože je slotr většinou vybaven jedním nebo více tiskovými zařízeními, je procházející arch ihned také potištěn. Všechny tyto postupy probíhají v tomto zařízení rotujícím způsobem. Archy vlnité lepenky opouštějí slotr v plochém stavu. Jsou uloženy na palety a dopraveny dle dalšího zpracování k lepení, šití nebo páskování (taping).
Klopovka

Slotter

Výroba klopových krabic na zařízeních typu casemaker probíhá jiným způsobem. Tabule ze zvlňovacího stroje jsou dodávány do in-line zařízení, na kterých se vyrábí hotové obaly, jejichž objem představuje největší část produkce obalů z vlnitých lepenek. Na těchto zařízeních jsou prováděny následující pracovní postupy:
Podávání – tisk – rýhování – vysekávání – lepení – počítání – vázání a stohování
Tvarový výsek
Krabice s tvarovým výsekem slouží hlavně pro prodejní obaly (Shelf Ready Packaging, obaly pro balení zeleniny a ovoce, zásobníky pro jogurty a podobné produkty).
Tabule vlnité lepenky pro tento způsob výroby krabic jsou bez výjimky nerýhovány a nařezány na brutto rozměr. To znamená, že po výseku z tabule vzniká dokola přiměřený pruh odpadu. Tvarování obalu je prováděno na vysekávacím stroji, který pracuje se zaměnitelnými zařízeními – výsekovými formami.
Bobst

Tvarový výsek

Lepení, šití, taping
Jedním ze závěrečných výrobních procesů je lepení, které se realizuje na speciálních linkách – lepičkách. Tato zařízení mohou být celkem jednoduchá – jednobodové lepičky, nebo velmi složité automaty – vícebodové lepičky.
Jednobodové lepicí stroje jsou kompaktní poloautomatické jednotky. Jejich funkcí je lepení přířezů pojidly s tuhnutím za studena nebo tepla. Často jsou tyto stroje vybaveny také sešívací a lepicí jednotkou.
Vícebodové lepení je složitější technologický proces, kdy jsou automaty vybaveny rozšířenými lepicími a přehýbacími systémy. Tyto systémy pak umožňují aplikovat lepidlo na jedno, dvě, tři, čtyři i více míst najednou. Složené obaly jsou následně přesunuty do tlakové jednotky, v níž prochází pod přítlačným pásem k fixaci lepených spojů.
V případě rozměrných obalů z vícevrstvých lepenek se používá další spojovací technologie – šití. Jedná se o obdobu klasického šicího stroje, kdy jsou jednotlivé části krabice spojovány ocelovými sponami, které jsou vysekávány z odvíjejícího se drátu. Těmto zařízením říkáme šičky a jsou buď jednoduché, nebo dvouhlavé.
Šičky mohou být v některých případech nahrazeny lepením speciální páskou, tzv. taping. V tomto případě jsou spojované hrany krabice opatřeny lepicí páskou, která části krabice pevně spojí. Taping se využívá především tam, kde není šití ocelovými sponami vhodné, případně z bezpečnostních nebo hygienických důvodů nepřípustné.
Testování vlnité lepenky
V průběhu dopravy, skladování a prodeje je obal z vlnité lepenky vystaven působení různých sil a vlivů. Aby byl obal spolehlivý ve smyslu ochrany baleného zboží, je třeba, aby vlnitá lepenka splňovala požadované parametry – odolnost, pevnost, zatížitelnost a další. Proto byla vyvinuta řada testů, kterými se jednotlivé parametry měří a podle jejich výsledků je možno správně vybrat ten materiál, který je pro dané zboží optimální.
K výrobkům citlivým na tlak patří ty, které jsou citlivé na působení vnějších sil. Sem patří obaly na mléko, prachové zboží, plody a zeleninu. Jiný druh vlnité lepenky vyžadují zboží rozbitná jako je sklo, keramika, citlivé přístroje apod. a jiný zase těžké zboží, které má malý koeficient tření a je volně zabaleno, jako jsou konzervy, kuličková ložiska, granule apod. Z tohoto stručného výčtu je jasné, že je již na začátku přípravy obalu velmi důležité vědět, jaké zboží bude baleno, jak bude ve skladech uloženo, přepravováno apod. A tomu nutně odpovídá výběr správného druhu vlnité lepenky s potřebnými pevnostními parametry. Je třeba si také uvědomit, že správný nebo chybný výběr materiálu má velký dopad nejen na výslednou kvalitu obalu, ale také na jeho cenu.
Nejdůležitější parametry vlnité lepenky
Pevnost hran v tlaku (hodnota BCT a ECT)
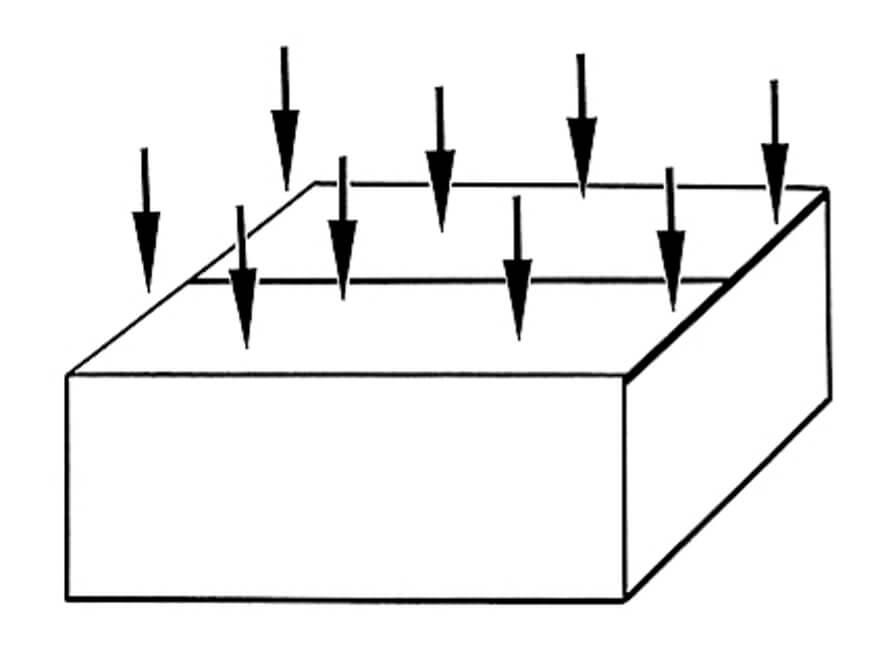
Stohovatelnost neboli odolnost proti stlačení – BCT (Box Compression Test) se testuje na uzavřeném, prázdném obalu, který je nejprve aklimatizován a umístěn mezi dvě kovové desky. Poté je krabice zatížena tlakem desky tak dlouho, dokud se nezbortí. Výsledná hodnota určuje pevnost a stabilitu obalu ve stohu.
BCT
Test BCT
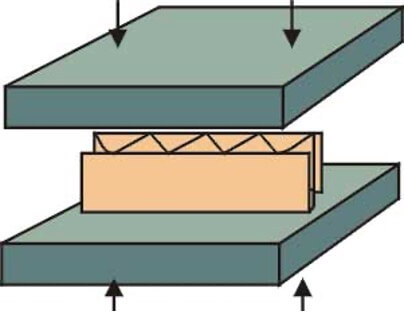
Vzpěrová pevnost na hranu – ECT (Edge Crush Test) je definována jako maximální síla na délkovou jednotku, které může odolat zkušební proužek vlnité lepenky, je-li zatížen kolmo ve směru vln. Hodnota ECT má rozhodující význam, protože pomocí ní se určuje schopnost stohování.
ECT
Test ECT
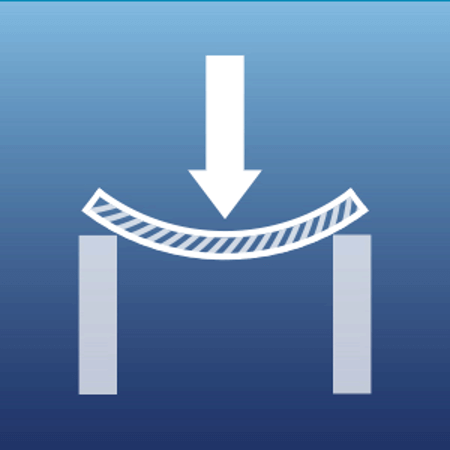
Pevnost při ohybu (TPB, [Ncm])
Three-point-bending je testovací metoda, která zjišťuje pevnost lepenky při ohybu. Její hodnota závisí na třech zásadních veličinách: pevnosti papíru v tahu, pevnosti papíru v tlaku a výšce vlny. Oproti tomu u ECT jde pouze o pevnost papíru v tlaku, vlna nehraje téměř žádnou roli. I proto je TPB metoda přesnější v predikci BCT výsledného obalu (cca 97 % vs. cca 76 % u ECT). Tato metoda mnohem lépe simuluje realitu, kdy se stěny obalů při zatížení nejprve prohýbají a pak teprve kolabují.